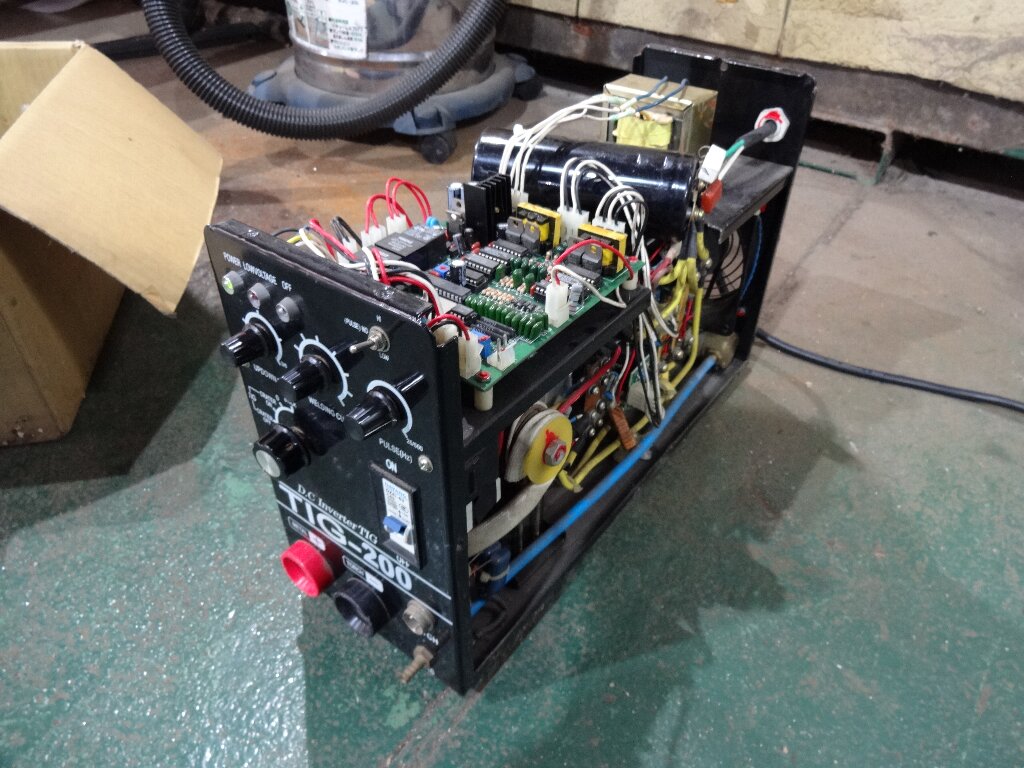
100V直流TIG溶接機の動作確認
昨日出たついでにカプラーとタケノコ買って来ました。

タケノコ付きカプラーが見当たらずこの構成になりましたが、値段が倍近くになってしまった。。。
ブログランキング登録中です。
![]()
![]()
バナークリックのご協力よろしくお願いします!
んで修理した100V直流TIG溶接機にホースとカプラーを取り付けました。

本体持って来てセットします。

今回はトランス使わず延長コード使っての接続です。しかも3分岐プラグ経由で細い延長コード・・・大丈夫か!?

タングステン電極と母材の距離はかなりシビアにな感じですが、無事普通に溶接出来る様になりました。

タングステン電極は2ミリですが出力は結構ある印象で、パルス使えば舐め付けも出来ます。容量的にはマフラー製作ぐらいなら必要十分な出力がありそうです。

3本ミミズの真ん中と下は今回100V機でなぞった部分です。以前PANA-TIGでやった部分と遜色ない気がします。

ちなみに薄板は溶けちゃいました、、、1.6ミリのタングステン電極使って出力絞れば何とか出来そうな雰囲気です。

という訳で無事直った事が確認出来たので、このセットはストックしておくとします。

1.5立米のボンベもあるんで、合わせて使えば出先でもTIG溶接が可能かと思います。移動用にカート作ってセットしといても良いかも?です。
YOTUKAのマニュアル
HAIGE(ハイガー)の溶接機ブランドであるYOTUKAのマニュアルがオンライン上にあったので、DLして印刷しておきました。当初この直流TIGを買うか?迷った挙句、ANDELIの直流/交流TIG買った訳ですが、さすがHAIGEは中国製でも日本法人が取り扱ってるだけあって、マニュアルは親切でかなり詳細に書かれてます。

一部抜粋して別途印刷した分ですが、

素材と板厚別の設定が掲載されてました。

また薄物溶接のパルス溶接の設定も掲載されてました。

とりあえずコレを基準に設定してみて試してみたいと思います。アレコレ試すにしても基準があるのと無いのとではエライ違いですからね。
溶接の練習
まずはパルス無しでYOTUKAのマニュアル記載の値を参考に設定して溶接してみようと思います。

どうも以前練習した時の溶接電流はかなり高めだったみたいです。1.6ミリのタングステン電極で25Aでも十分舐め付け出来ました。

少しでも隙間があると穴になって広がるので、パルスを設定して溶接してみます。

パルスを使えば少々の隙間はシームレスに溶接する事が出来ます。すげぇ。。。

んでこんな穴あいた部分ても、

溶棒入れてモリモリして塞いで、

パルス掛けて炙ればある程度均す事が出来ます。

その他の穴も埋めてみましたが、パルス使えばある程度の穴は塞げました。

その代わり結構な熱掛ける事になるので、鉄部でコレやると酸化して後々腐りの原因になりそうです。

後は慣れと精度ですね。ソレを習得するのがタイヘンなんですが、、、

100V機とは違い、タングステン電極と母材の距離があってもアークスタート出来るのですが、距離があると赤くなって温度が上がらないものの、赤化する範囲が大きくなってしまい、TIGの長所である狭小範囲で最低限の熱入れとは真逆の状態になってしまいます。

とはいえ立ち上がれば溶接個所見ながらある程度距離は調整出来るので、そういった意味では100V機ほどシビアな取り扱いは必要ありません。ただ、ある程度使いこなせる様になったら、調整項目の少ない100V機の方が手軽に使える様にな気がします。
徘徊
溶接の練習にも飽きてしまったので、チョット高速切断機持ってお出掛けします。使えそうなステンレスマフラーあったら買って来ようと思うのですが、以前見付けた時は切り刻まないとクルマに積めなかったので泣く泣く諦めたんですよ、、、自前で高速切断機持って来たら電源は貸してくれるとの事だったので、少し掃除してから積み込みました。

・・・と、その前にいつもの輸入工具屋さん覗いときます。来週現品限り30%オフのセールがあるとの事なので、今日は見物しただけで店を後にしました。

んで橿原のアップガレージに行って物色するも目ぼしいものは無し。

美原まで足延ばしましたがコチラも目ぼしいものはありませんでした。

明日は子供の受験で和歌山市まで行くので、高速切断機は積んだままにして、和歌山市内のアップガレージ覗きに行くとしましょう。
準備万端の時に限って見付からないもんなんですよね、、、
コメント