田植え機の移動
今日もお昼休みは保管場所へ・・・行く前に倉庫へ立ち寄ります。

先日コチラへお引越しした田植え機を起動し、

自宅へ搬送しました。

今度の日曜日に田植えの予定なので、予め自宅へ持ち帰って事前整備の予定です。
各座金
そして少し遅くなりましたが保管場所へやって来ました。

何やらウッドベンチの上に置かれてます。

2枚入りの各座金が10セット。3種類のパッケージあるところ見たら、どうやら昨日ホームセンターを3軒ハシゴした調達したようです。

コレがあるという事は、暗に『ボディーブロックを作っとけ』という、お義兄さんからのメッセージなんでしょね。
9.5ミリ
という訳で材料のパレットフレームを持って来て、

と思ったら、端材があったので、

新たなパレット枠を切り刻む前に、まずはコチラを消化します。

座金の1枚の厚みが3.2ミリなので、パイプを9.5ミリほどでカットすればちょうど10センチほどのボディーブロックになる計算です。

しかし何センチ上がったら傾斜角度測定検査が必要になるんだろ?今回10センチほど上げたところで、多分純正ショックのヘタリもあるんで、車検証記載の高さから8センチぐらいしか上がらないんだろうけど、検査項目が増えると面倒だなぁ~。。。
パイプカット
という訳で、1本ずつ金尺で9.5センチを計りながらカットして行きます。

延々12個・・・数が多い。

という訳で、カットが済んだところでお昼休みが終了しました。

事前にサンプルで2個買ってたので、結果角座金が2個足らないけど、多分お義兄さんの勘違いでしょね。追加でもう1ペア買って来て貰うとします。
バリ取り
仕事が終わってから子供のお迎えまでひと仕事。切りっ放しのパイプのバリ取りします。

内バリは専用の工具で取るのですが、コレが結構気持ち良いのよ。

外バリは回転砥石でさらう感じで取ります。
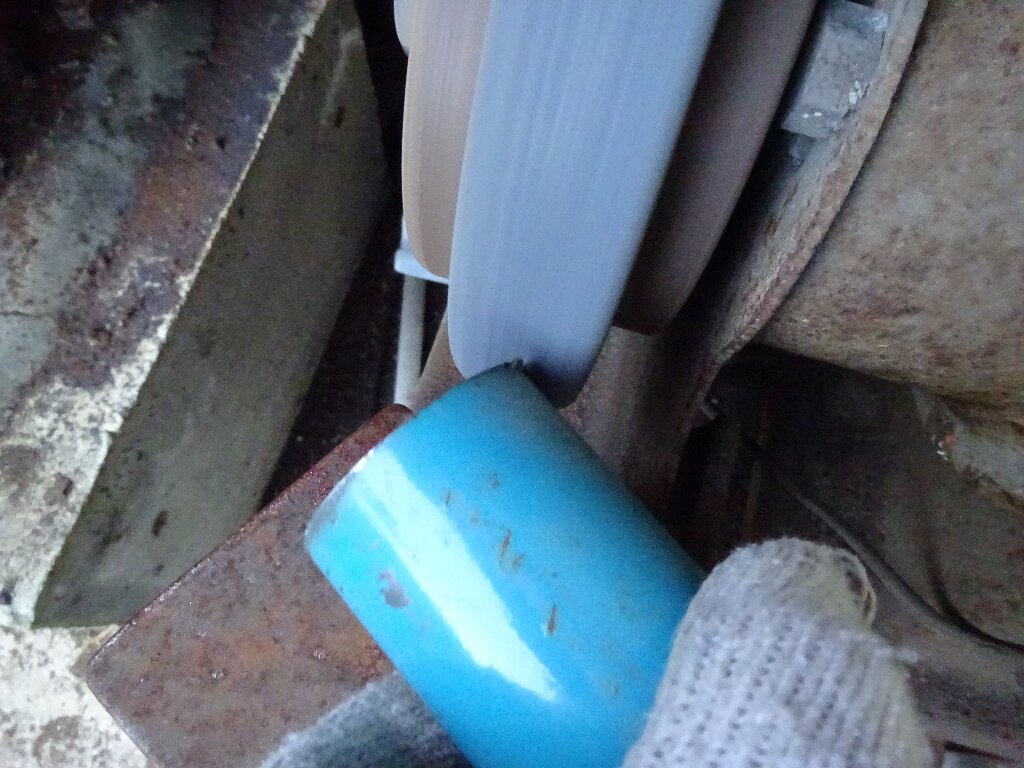
とりあえず数が多いし、当然両端やりますのでナカナカ面倒です。

後は角座金溶接すれば出来上がりです。今回は全周溶接せずに4箇所ほど溶接して済ませる積りです。この部分あんまりガッチリ溶接しても意味無いですからね。
ブログランキング登録中です。ご協力よろしくお願いします!
![]()
![]()
![]()
![]()


コメント